Industrie Mag - Le journal de l'industrie.
- accueil .
- newsletter .
 Flux RSS .
Flux RSS . - soumissions .
- publicité .
- contacts
Flux RSS .
 Malgré cette diversité spectaculaire de méthodes et de résultats, les fabricants ont pour objectif commun de produire un certain nombre de pièces à usiner présentant une qualité déterminée, dans un laps de temps défini et à un coût raisonnable.Pour atteindre un usinage de pièces de qualité rentable, de nombreux fabricants adoptent une approche à micro-échelle, qui consiste d’abord à sélectionner et à appliquer l’outil, puis à résoudre les problèmes de manière proactive. Toutefois, les études actuelles laissent entendre le contraire de cette approche, en mettant l’accent sur trois éléments ou aspects principaux du process d’usinage considéré dans sa globalité.
Malgré cette diversité spectaculaire de méthodes et de résultats, les fabricants ont pour objectif commun de produire un certain nombre de pièces à usiner présentant une qualité déterminée, dans un laps de temps défini et à un coût raisonnable.Pour atteindre un usinage de pièces de qualité rentable, de nombreux fabricants adoptent une approche à micro-échelle, qui consiste d’abord à sélectionner et à appliquer l’outil, puis à résoudre les problèmes de manière proactive. Toutefois, les études actuelles laissent entendre le contraire de cette approche, en mettant l’accent sur trois éléments ou aspects principaux du process d’usinage considéré dans sa globalité.
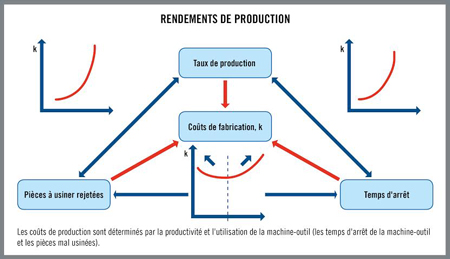
Les fabricants doivent d’abord examiner l’ensemble du processus d’usinage en se concentrant sur l’élimination des pièces rejetées et les temps d’arrêt inattendus, qui constituent des obstacles majeurs à l’atteinte de leurs objectifs. Après l’établissement d’un processus stable et fiable, une analyse des aspects économiques liés à la production est menée afin d’établir un équilibre entre le taux de production et les coûts de fabrication. Enfin, une sélection rigoureuse des conditions et des outils de coupe permettra d’optimiser entièrement le process d’usinage.
Une qualité de produit constante est l’élément le plus important au regard des objectifs communs que s’est fixé l’ensemble des fabricants. Si les pièces usinées n’atteignent pas le niveau de qualité spécifié par le client, peu importe le nombre d’unités produites, la manière de les produire ou le coût d’usinage, les pièces seront rejetées.
Les normes de qualité englobent les tolérances, l’état de surface et l’homogénéité des pièces. Les fabricants soutiennent en permanence que la qualité des pièces est reconnue comme faisant partie intégrante de leurs opérations. Toutefois la plupart du temps, cette affirmation relève de l’optimisme ou de l’auto-conviction trompeuse. En réalité, l’ensemble du secteur de la fabrication connaît un pourcentage significatif de pièces usinées défectueuses et devant être ré-usinées ou mises au rebut.
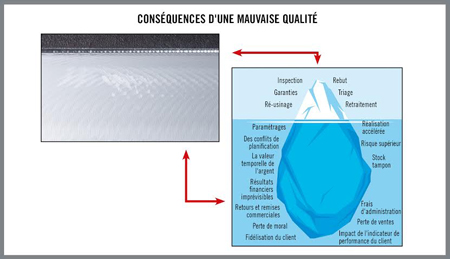
La production de pièces défectueuses génère des coûts élevés, non seulement en termes de matières, de main-d’oeuvre et de temps machine, mais également au niveau des bouleversements induits sur les plans de production. Certains ateliers créent une illusion de fiabilité ou de prévisibilité en incluant les rejets dans le planning de production. Dans le cas où un client exige dix pièces, il se peut que les planificateurs préparent l’usinage de douze pièces en anticipant la perte ou la mise au rebut de deux d’entre elles. Les initiatives de cette nature gaspillent des ressources et du temps, soit par la production de pièces non conformes, soit par la constitution inutile de stock.
Des pièces défectueuses apparaissent lorsqu’un ou plusieurs éléments du process de production sont mal compris ou non maîtrisés. L’approche qui consiste à répondre de façon proactive aux problèmes de qualité des pièces nécessite, de la part de certains fabricants, de déployer des efforts intensifs pour modifier partiellement le process de production qui, en fin de compte, sont inefficaces, en oubliant certains aspects importants du process.
Par exemple, le fait de se concentrer uniquement sur un volume maximum de production, obtenu exclusivement par une recherche assidue pour raccourcir les cycles de production, peut détériorer la fiabilité de l’usinage des métaux. Lorsqu’une opération s’exécute constamment aux limites des performances, le dépassement de ces limites entraînera le rejet de pièces usinées et une perte de temps et d’argent. Une partie de la production doit être pondérée par les paramètres d’usinage qui assurent un process d’usinage sécurisé.
D’autre part, la cause du rejet de pièces peut être un problème distinct des éléments productifs de l’usinage. Dans un cas rencontré chez un fabricant de composants de l’aéronautique par exemple, les bavures restant après l’usinage ont entraîné la non-conformité d’une série de pièces et donc le refus du client. Comme les opérations d’ébavurage exigeaient un travail manuel entraînant un supplément de 20 % du coût de production des pièces, la question du volume de production a été reléguée au second plan par rapport à la nécessité de trouver un moyen d’éliminer la formation de bavures.
L’utilisation maximale des ressources de fabrication nécessite la minimisation des temps d’arrêt, ou plus simplement, des périodes durant lesquelles la machine-outil ne produit pas de copeaux. Certains temps d’arrêt sont nécessaires et planifiés. Ils comprennent les temps passés à la programmation et à la maintenance de la machine-outil, à l’installation de dispositifs de fixation, au chargement et déchargement des pièces à usiner et au changement d’outillage.
Les fabricants tiennent compte de temps d’arrêt planifiés dans leurs programmes de production. Toutefois, la production de pièces non conformes se traduit par des temps d’arrêt non planifiés. Lorsqu’une pièce usinée ayant été rejetée doit être ré-usinée, le temps initial consacré à son usinage représente un temps d’arrêt non planifié et donc un gaspillage de temps.
Traditionnellement, les ateliers adoptent une approche proactive pour réduire les temps d’arrêt non planifiés. Lorsqu’un problème interrompt la production, la recherche d’une solution commence. Plutôt que d’attendre pour réagir à une situation négative, une meilleure approche consiste à procéder à une planification proactive qui identifie les objectifs clés de l’opération et oriente le process vers ceux-ci dès le départ. La plupart des ateliers consacrent 20 % de leurs efforts dans la préparation, suivie par 80 % de mise en oeuvre et de test. La situation idéale serait d’investir 80 % dans les efforts de préparation et de consacrer le reste à la mise en oeuvre et aux réglages si nécessaire.
Pour préparer une opération d’usinage, un atelier doit analyser ses objectifs et élaborer des process fiables pour les atteindre. L’objectif principal n’est pas toujours l’augmentation des taux de production. Bien que certaines situations de fabrication, telles que la production de pièces d’automobile, demeurent de véritables exemples de la production de masse à volume élevé, les industries plus généralement évoluent vers des scénarios de production en séries largement diversifiées à faible volume.
Dans la production de masse, la perte de 50 ou 100 pièces lors de l’élaboration d’un process d’usinage qui représente des centaines de milliers de pièces sur une longue période de temps, représente un pourcentage infime du volume global et peut facilement être absorbée. Toutefois, dans une situation de production en séries largement diversifiées à faible volume, le process doit être développé dans son intégralité, autant que possible, avant même que ne commence la fabrication des pièces. Les scénarios de production en séries largement diversifiées, à faible volume, peuvent comporter des petits lots de production, des lots dont la taille s’exprime par un seul chiffre ou même des séries constituées d’une seule pièce. Dans ces cas, le rejet de quelques pièces correspond à la différence entre un profit et une perte.
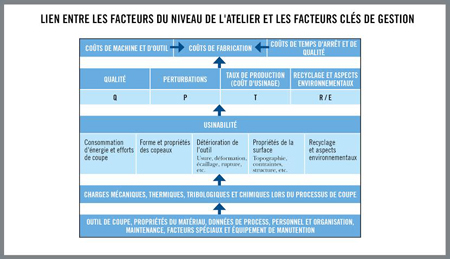
L’analyse proactive d’une opération d’usinage, bien qu’elle ait, en définitive, une valeur considérable, peut prendre beaucoup de temps en elle-même. La fiabilité d’un process de coupe des métaux dépend d’une multitude de facteurs individuels, dont la configuration et la matière constitutive de la pièce, les données et les capacités de traitement de l’équipement, les outils et les systèmes d’outillage, les facteurs humains, les équipements périphériques et les problèmes ayant trait à la maintenance.
L’utilisation finale d’un produit manufacturé, et donc la matière dans laquelle la pièce est produite, détermine bon nombre des facteurs importants ayant une influence sur la fiabilité du process. Par exemple, l’usinage des composants essentiels de l’aéronautique, constitués d’alliages à base de nickel, doit être analysé en tenant compte des caractéristiques de mauvaise conductivité thermique des matières à usiner et en ayant à l’esprit la tendance à l’écrouissage. L’utilisation d’outils coupants particulièrement tranchants et de valeurs de paramètres d’usinage classiques permettra d’atteindre un équilibre entre la productivité et la constance de production.
À l’inverse, les pièces à usiner en aluminium sont considérées comme étant exemptes d’usinage. Toutefois, les outils coupants doivent être extrêmement tranchants ainsi que résistants à l’usure pour supporter l’abrasivité du matériau. Les géométries de l’outil de contrôle des copeaux ainsi que l’équipement périphérique de gestion des copeaux tels que les systèmes de gestion l’arrosage à haute pression et les convoyeurs de copeaux de machines-outils jouent aussi un rôle essentiel en assurant la fiabilité des opérations d’usinage de l’aluminium.
La commande numérique (CN) et les systèmes d’automatisation peuvent contribuer à l’atteinte d’un haut niveau de prévisibilité dans les opérations d’usinage, mais l’efficacité de leur fonctionnement dépend du facteur humain. Une programmation irréfléchie ou se basant sur une information insuffisante aboutira à une production hautement automatisée de pièces défectueuses (voir l’encadré relatif à l’enseignement des technologies de traitement des métaux). L’intervention humaine est également un facteur clé à l’atelier : le chargement des pièces à usiner et les dispositifs de fixation, ainsi que la maintenance continue de l’équipement de production, doivent être exécutés correctement pour éviter les temps d’arrêt non planifiés.
L’objectif de la production d’un certain nombre de pièces à usiner d’une qualité souhaitée, dans un laps de temps déterminé, à un coût raisonnable est partagé par l’ensemble des fabricants. L’atteinte de la qualité requise pour la pièce est primordiale, car une pièce non conforme est sans valeur, peu importe la vitesse ou le coût de production. De nombreux fabricants répondent aux problèmes de la qualité des pièces en adoptant une approche à micro-échelle ou individuelle. Toutefois, il est préférable d’analyser en premier lieu l’ensemble des objectifs de l’opération de fabrication et de procéder à une planification proactive afin d’orienter les processus et ainsi obtenir les résultats escomptés.
Après l’élaboration de processus de production fiables de pièces d’une qualité suffisante, les fabricants doivent prendre en considération les aspects économiques de la production liés à leur situation spécifique afin d’assurer une rentabilité sur le long terme. Enfin, la sélection des conditions de coupe et des outils de coupe permet l’optimisation intégrale du processus et des résultats.

Information en matière de coupe des métaux : Les technologies de l’usinage progressent de jour en jour, intégrant des avancées sur le plan des matériaux et de la géométrie de coupe, des améliorations de la puissance et de la précision des machines-outils, ainsi qu’au niveau de la gestion des données d’entrée des systèmes logiciels CNC.
Le lien entre la technologie de l’usinage et les connaissances nécessaires pour l’appliquer est de plus en plus important. Toutefois, l’être humain n’est pas soumis aux mêmes efforts intenses que ceux consacrés en matière de recherche et de développement qui produisent de nouvelles technologies d’usinage. En outre, le nombre de personnes disposant des connaissances les plus larges concernant l’usinage est en diminution dans l’ensemble du secteur industriel.
Dans le but d’aider les fabricants à comprendre et à profiter pleinement de la complexité croissante des process de coupe des métaux, Seco a développé les programmes STEP (Programmes d’enseignement technique de Seco). La société donne des formations à son personnel pour s’assurer que les clients de Seco soient en contact avec les meilleurs professionnels disponibles, formés dans le domaine de la coupe des métaux. Les programmes STEP visent également à informer les clients sur les évolutions récentes de l’industrie et permettre aux entreprises d’atteindre une meilleure productivité.
Au cours du développement des technologies, la comparaison des différents scénarios revêt une importance capitale. Par exemple, de nouveaux outils peuvent être nécessaires pour une application complexe ou, à titre de solution alternative, la modification des stratégies d’usinage peut améliorer l’usinabilité d’une certaine matière. Les connaissances acquises grâce aux programmes STEP permettent aux fabricants de prendre conscience des alternatives productives mises à disposition par Seco et d’autres fournisseurs de l’industrie.
Les programmes STEP sont enseignés par le biais de classes de formation, de séminaires et de documents imprimés publiés par Seco, tels que « Coupe de métaux, théories et modèles » et « Coupe de métaux, théories mises en pratique ».. Actuellement, les programmes sont composés de trois niveaux graduels. Le programme de base de STEP est une présentation complète des technologies d’usinage et d’outillage. Il est destiné à une formation de niveau technicien. Le programme avancé de STEP approfondit le programme de base afin de porter les connaissances à un niveau d’expert technique. Le programme NEXT STEP ajoute de la documentation dans les domaines de la fabrication et des aspects économiques liés à la production. Ainsi, Seco offre aux experts techniques des niveaux d’un enseignement universitaire. Dans l’ensemble, les programmes STEP contribuent à l’augmentation de la compétitivité des entreprises, pour améliorer leur productivité, la réduction des coûts et la qualité des pièces usinées.


