Industrie Mag - Le journal de l'industrie.
- accueil .
- newsletter .
 Flux RSS .
Flux RSS . - soumissions .
- publicité .
- contacts
Flux RSS .
![]() L’optimisation des parcours outil à l’aide des systèmes de fabrication
assistée par ordinateur (FAO) est devenue chose courante , surtout dans les secteurs du moule .
L’optimisation des parcours outil à l’aide des systèmes de fabrication
assistée par ordinateur (FAO) est devenue chose courante , surtout dans les secteurs du moule .
Cependant, , ce n’est que récemment que les entreprises ont associé cette fonctionnalité à de nouvelles stratégies d’usinage avec des outils coupants en carbure monobloc afin d’optimiser les opérations d’ébauche.
Ces stratégies d’usinage assisté par ordinateur, ou de fraisage dynamique, se concentrent sur l’arc de contact de l’outil et sur le débit copeaux moyen. En modifiant l’arc de contact de l’outil sur une trajectoire définie par ordinateur, les entreprises peuvent augmenter les vitesses d’ébauche en contrôlant précisément la température du process, en augmentant l’avance par dent et en réalisant des profondeurs de passe supérieures sur des cycles d’usinage par pièce généralement plus courts. Tout cela se fait sans ajouter de contraintes sur les broches de l’outil.
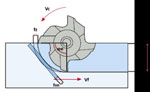
Arc de contact, charge thermique et vitesses de coupe
L’arc de contact d’un outil est une variable indépendante qui a un impact sur la charge thermique de l’outil.
C’est un facteur décisif pour optimiser les opérations d’ébauche.
L’arc de contact maximum de tout outil est de 180 degrés, soit son diamètre. À cette valeur maximale, la profondeur de coupe radiale (ou largeur de coupe) est égale au diamètre de fraise.
Elle est représentée comme suit : ae (profondeur de coupe radiale) = Dc (diamètre de fraise).
 En modifiant l’arc de contact, les clients peuvent réduire la quantité de chaleur générée pendant les opérations d’ébauche. Si la profondeur de coupe radiale diminue, l’arc de contact de la fraise également.
En modifiant l’arc de contact, les clients peuvent réduire la quantité de chaleur générée pendant les opérations d’ébauche. Si la profondeur de coupe radiale diminue, l’arc de contact de la fraise également.
Plus le chiffre de l’arc est petit, moins il y a de friction, et donc moins de chaleur est générée entre les arêtes de coupe et la pièce à usiner.
Concrètement, les arêtes de coupe ont plus de temps pour refroidir (entre le
moment de sortie de la coupe, la rotation et le début de la nouvelle coupe). Cette baisse des températures d’usinage permet d’accroître les vitesses de coupe et de réduire la durée de cycles.
Épaisseur moyenne de copeau et charge physique
L’épaisseur moyenne de copeau (hm) d’un outil de coupe varie en fonction de la charge physique et se définit à partir de l’avance par dent et de l’arc de contact programmés. Cette épaisseur évolue tout au long du process de coupe, nous utilisons donc le terme d’épaisseur moyenne de copeau (hm).
Un arc de contact complet de 180 degrés génère les copeaux les plus épais au centre de la largeur de la fraise. Un arc de contact moins important (moins de 90 degrés, ae, angle d’engagement) réduit donc l’épaisseur du copeau et permet de compenser par une avance par dent plus performante (fz).
À titre d’exemple, considérons une fraise de 10 mm de diamètre travaillant à 10 mm ae (arc de contact complet). À cette valeur ae, la fraise génère l’épaisseur moyenne de copeau et la charge physique les plus grandes. Dans la plage des 90 premiers degrés, la fraise travaille jusqu’à atteindre l’épaisseur de copeau maximale (fz), puis, dans la plage des 90 autres degrés, cette épaisseur diminue jusqu’à atteindre zéro.
Si la valeur ae chute (ae < Dc) à 1 mm (10 %), l’épaisseur moyenne de copeau est alors réduite, ce qui permet d’accélérer l’ébauche en augmentant l’avance par dent (fz).
Bien que la fraise enlève moins de matière, elle le fait plus rapidement tout en réduisant la déformation exercée sur la broche de la machine et l’outil en
comparaison avec une coupe radiale plus profonde mais plus lente. Dans les opérations d’ébauche de rainures, une valeur ae inférieure permet d’augmenter la profondeur de passe (ap) pour enlever encore plus de matière.
Différentes conceptions de fraise pour une ébauche optimisée
La plupart des fabricants d’outils coupants proposent des produits pour chaque matériau.
D’autres, comme Seco, développent des géométries adaptées à des méthodes d’usinage avancées. Dans le contexte des stratégies d’ébauche FAO, ce type d’outils répond au principal problème, le contrôle des copeaux, en
fonction des tailles et longueurs requises.
Seco a, par exemple, développé ses fraises Jabro®-HPM (usinage hautes performances) pour que les machines puissent fonctionner avec une valeur d’arc de contact maximale et des profondeurs de passes plus importantes pour les applications nécessitant un débit copeaux élevé. La géométrie de ces fraises a été spécifiquement conçue pour augmenter le rendement dans certains matériaux.
Dans le cadre des stratégies d’ébauche optimisées, Seco a récemment modifié la géométrie de sa gamme de fraises Jabro®-Solid² 550 pour usiner une plus grande variété de matières. Ces fraises disposent d’un double corps qui améliore la stabilité et réduit la flexion de l’outil.
Dans cette gamme JS550, Seco a conçu des outils plus longs pour le fraisage et l’ébauche de poches profondes et de formes 3D. La longueur de ces outils est généralement égale à trois ou quatre fois leur diamètre.
Lorsqu’une valeur d’arc de contact constante est maintenue, ces outils présentent une usure progressive et homogène le long de leur goujures. Leur durée de vie est donc plus facile à calculer.
En revanche, les fraises longues produisent des copeaux longs qui sont plus difficiles à évacuer de la zone de coupe et de la machine-outil.
Pour réduire la taille de ces copeaux et ainsi faciliter l’évacuation, Seco a modifié sa fraise JS554 L (version longue) en ajoutant des « brises- copeaux », des petites rainures sur les arêtes de coupe de l’outil.
Cette fraise modifiée, la JS554 3C (le « C » indiquant « chip splitters » pour « brises- copeaux »), est conçue avec des rainures réparties à une distance de 1 X D (diamètre de fraise).
Une fraise de 40 mm de long et de 10 mm de diamètre produit donc des copeaux de seulement 10 mm qui peuvent être rapidement évacués de la zone de coupe pour éviter tout risque de bourrage dans les convoyeurs de copeaux.
Les fraises plus courtes conviennent également aux stratégies d’ébauche optimisées. Seco, avec l’une de ses fraises standard JS554 (2 x Dc + 2 mm de longueur de coupe), peut usiner une poche en acier SMG-3 et atteindre des résultats étonnants, identiques à une fraise plus longue. Seco a utilisé la fraise la plus courte avec un rapport habituel de 10% ae:Dc qui est normalement appliqué à une fraise plus longue ; Seco a simplement modifié l’avance par dent pour atteindre le même débit copeaux.
 En appliquant une valeur d’arc de contact inférieure, plus une fraise a de dents, plus elle peut avancer et plus elle est productive. Vitesse d’avance = nombre de dents x avances par dent x vitesse de broche. Les fraises d’ébauche ont, dans le meilleur des cas, quatre dents habituellement ; Seco fait actuellement des études pour atteindre 5 dents sur ces fraises.
En appliquant une valeur d’arc de contact inférieure, plus une fraise a de dents, plus elle peut avancer et plus elle est productive. Vitesse d’avance = nombre de dents x avances par dent x vitesse de broche. Les fraises d’ébauche ont, dans le meilleur des cas, quatre dents habituellement ; Seco fait actuellement des études pour atteindre 5 dents sur ces fraises.
Pièces aux formes complexes Dans les trajectoires d’usinage en ligne droite (contournage), la valeur d’arc de contact ne varie plus une fois définie. Pour les pièces de formes plus complexes, avec des rayons intérieurs et extérieurs, des variations surviennent.
Lorsqu’une fraise termine une coupe droite et s’engage dans une courbe ou un rayon intérieur, la valeur de son arc de contact diminue. Les paramètres de coupe ne correspondent alors plus à l’arc de contact actuel.
Si les trajectoires ne s’ajustent pas dans ces situations, des vibrations seront ressenties et la fraise pourrait même se casser.
Les offres de fabrication assistée par ordinateur (FAO) incluent aujourd’hui des stratégies de trajectoire spécialement destinées aux formes avec des rayons intérieurs/extérieurs où les arcs de contact sont identiques aux trajectoires conventionnelles. Ces logiciels appliquent automatiquement différentes avances afin de contrôler l’arc de contact et de maintenir un débit copeaux constant. Pour conserver la même valeur d’arc de contact, ces logiciels FAO ont recours à des techniques d’usinage trochoïdal et de pelage au moment d’entrer dans un rayon. En plus de leurs trajectoires spécifiques, ces logiciels FAO réduisent considérablement le mouvement en L pour raccourcir encore les cycles.
Avec une trajectoire d’ébauche optimisée et une valeur d’arc de contact constante, le rayon de la fraise s’adapte au rayon intérieur à usiner, sans risque de surcharge de la fraise, d’à-coups ou de coupe excessive. Grâce à cette fonctionnalité, les entreprises peuvent optimiser l’ébauche, réduisant ainsi la quantité de matériau pour le passage de finition. Tout cela, finalement, entraîne des cycles d’usinage plus courts.
Les stratégies d’ébauche optimisées s’appliquent également à des matières spécifiques à usiner. Seco a réalisé de nombreux essais dans l’acier, l’acier inoxydable, la fonte, le titane, l’aluminium et avec des aciers de dureté variable (jusqu’à 48 HRc). Il est recommandé aux clients de commencer par appliquer un rapport de 10 % ae au diamètre (ou de 5 % pour les matériaux difficiles comme le titane ou les superalliages). Seco a déterminé une vitesse et des avances optimales pour ces valeurs d’arc de contact spécifiques, entre autres. Les clients ateliers peuvent augmenter la valeur ae, mais la vitesse de coupe, ainsi que l’avance par dent, devront alors être réduites.
Concernant la profondeur de coupe (ap), Seco propose actuellement des fraises Jabro®-HPM conçues pour un ap de 2 x D pour le rainurage (JHP951 et JHP993). Bien que ce soit généralement vu comme une application très difficiles, la fraise de Seco, la JS554 3C, peut facilement être utilisée 4 x D en cas de fraisage optimisé.
De même, les clients dont les machines ne sont pas en mesure de prendre en charge des ébauches lourdes peuvent réduire la valeur d’arc de contact et utiliser une trajectoire d’usinage trochoïdale. Ainsi, ils pourront réduire les efforts de coupe et la puissance nécessaire tout en obtenant de très bons résultats avec des profondeurs de passe importantes.
Avec les matériaux difficiles à usiner comme l’acier inoxydable ou le titane, les stratégies d’ébauche imposent que l’on utilise du liquide de refroidissement sur toute la longueur de la fraise. Il est très important de refroidir toute l’arête de coupe. Dans l’acier ou la fonte, nous recommandons aux clients d’utiliser de l’air comprimé à la pression maximale pour évacuer les copeaux.
Les clients ne seront pas en mesure d’appliquer des stratégies d’ébauche FAO car les programmes doivent être créés en externe. Lors de la programmation, ils peuvent toutefois saisir manuellement les données d’arc de contact que Seco a déterminées, mais uniquement pour des opérations d’ébauche simples, soit en ligne droite ou avec des cycles trochoïdaux fixes.
Essais pratiques
Les stratégies d’ébauche optimisées sont idéales pour les fraises longues, mais Seco a choisi de tester les valeurs d’arc de contact avec des outils de longueur standard. Lors d’ un essai, Seco a utilisé une fraise Jabro 554 standard à une vitesse de coupe de 300 m/min, une profondeur de passe de 20 mm, un ae de 1 mm et une avance par dent de 0,2 mm pour un cycle d’usinage de 4 minutes et 26 secondes.
Les techniciens ont modifié l’ae à 2 mm et réduit l’avance par dent à 0,1 mm. Bien que le débit copeaux soit resté le même, la durée du cycle a chuté à 3 minutes et 11 secondes. Ce cycle plus court était dû au fait que la valeur supérieure d’ae n’avait pas augmenté la vitesse de la machine mais réduit le nombre de passes nécessaires. La pièce a ainsi pu être ébauchée plus rapidement.
| JS554 Ø10 de longueur standard dans de l’acier SS2172 (SMG-3) | |||||
| - | ap | ae | vc | fz | Durée du cycle |
| 1 | 20 mm | 1 mm | 300 m/min | 0.2 mm | 4.25 min |
| 2 | 20 mm | 2 mm | 300 m/min | 0.1 mm | 3.11 min |
| 3 | 20 mm | 3 mm | 200 m/min | 0.1 mm | 3.13 min |
| 4 | 20 mm | 4 mm | 120 m/min | 0.08 mm | 5.11 min |
Seco a démontré à l’un de ses clients de l’aéronautique qu’il avait des avantages avec une nouvelle stratégie d’ébauche sur une machine à tourillonner BT40 et sur une pièce de ses composants actuels. Le client a pour habitude d’ébaucher ses pièces à l’aide de trajectoires conventionnelles et de paramètres machine standard pour un cycle d’une heure par pièce.
Seco a utilisé la fraise du plus grand diamètre possible, la série JS554 3C longue de 25 mm de diamètre avec brises-copeaux. Grâce aux stratégies d’ébauche et aux trajectoires optimisées, les fraises ont incroyablement réduit la durée du cycle à seulement 8 minutes. En outre, Seco estime qu’il est encore possible de réduire ce cycle (jusqu’à 6 minutes certainement) en utilisant une machine plus puissante.
Un autre client de Seco a également découvert les avantages des stratégies d’ébauche et des trajectoires automatisées pour une de ses pièces automobiles. Le client a réussi à réduire la durée du cycle d’ébauche de la pièce de 8,5 minutes à seulement 1,1 minute, il a également réussi à allonger la durée de vie de l’outil de 80 à 250 pièces.
Dans le cadre d’un moulage de pièce pour moto, un client de Seco a pu réduire son cycle d’usinage de 900 à 400 minutes grâce aux stratégies d’ébauche et aux trajectoires optimisées. Le client utilisait une fraise à grande avance à plaquettes indexables pour les 2 ébauches. Il est passé à une fraise JS554 3C de 25 mm de diamètre pour la première ébauche, tout en conservant sa fraise pour la seconde ébauche.
Conclusion

L’arc de contact et l’épaisseur moyenne de copeau sont essentiels à l’optimisation des opérations d’usinage d’ébauche. Grâce à des logiciels de fabrication assistée par ordinateur spécialement destinés à l’amélioration de la trajectoire et à des méthodes de fraisage dynamique, les fabricants d’aujourd’hui peuvent varier et contrôler l’arc de contact d’un outil de coupe et maintenir des charges constantes. Ainsi, ils peuvent contrôler efficacement la température de leur process, accélérer les vitesses de coupe et l’avance par dent. Ils peuvent également améliorer les profondeurs de passe tout en raccourcissant considérablement les durées de cycles d’usinage.
Les fabricants ne doivent cependant pas oublier que les stratégies d’ébauche optimisées ont besoin des bons logiciels de FAO pour la programmation. La plupart des fournisseurs d’outils de coupe proposent des produits pour des matériaux spécifiques, mais très peu développent des outils aux géométries pensées pour des cycles d’usinage et des trajectoires d’outil optimisés. En choisissant la fraise adaptée et des cycles dynamiques, les fabricants peuvent améliorer leur débit copeaux de 500 % par rapport aux méthodes d’usinage traditionnelles.


