Industrie Mag - Le journal de l'industrie.
- accueil .
- newsletter .
 Flux RSS .
Flux RSS . - soumissions .
- publicité .
- contacts
Flux RSS . Les gens repèrent et achètent une bicyclette 10 vitesses pour un but récréatif ou d’entraînement, mais lorsqu’ils pédalent ils utilisent rarement plus de deux ou trois des paliers les plus confortables. Les coureurs du Tour de France et autres athlètes entrainés spécifiquement évaluent et utilisent à la fois tous les composants (cadre, pédales, changeur de vitesse, roues…) pour obtenir le meilleur de leurs équipements, que ce soit pour grimper une montagne ou courir sur du plat.
Usiner des alliages haute-température très durs comme le titane est une véritable montagne à grimper pour beaucoup d’ateliers. Les constructeurs de machines-outils ont répondu avec des centres de fraisage et de tournage qui se caractérisent par la raideur et l’amortissement des broches ainsi que les machines aux structures et moteurs ajustables, tout cela afin de fournir les forces de coupes significatives requises tout en limitant les vibrations indésirables qui détériorent la qualité des pièces et la durée de vie des outils.
Pour obtenir le système absolu afin d’usiner le titane avec un enlèvement de copeaux maximal , il faut prêter une attention soutenue à la machine-outil qui fournit la force, aux caractéristiques de l’outil coupant là où l’arrête de coupe rencontre la pièce à usiner, mais aussi à l’attachement d’outil – là où la machine et l’outil « se donnent la main ».
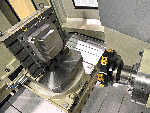
En avril 2012, le constructeur de machine-outil Mitsui Seiki (Franklin Lakes, dans le New-Jersey aux Etats-Unis), en partenariat avec le fournisseur d’outils et systèmes d’outillage Kennametal Inc. (Latrobe, en Pennsylvanie), ont conduit un test de coupe dans une pièce en titane (Ti-6Al-4V) sur le centre horizontal à commande numérique Mitsui-Seiki HPX63 équipé de quatre outils Kennametal, chacun doté de l’attachement d’outil KM4X 100.
La machine
 Les critères clés du HPX63 comprennent une grande capacité de travail se caractérisant par un diamètre maximum de 1050 mm et une hauteur de travail disponible (axe Y) de 1050 mm maximum. Les courses d’axes sont de 1000 mm en X et 900 mm en Z. La palette mesure 630 mm de côté. La table rotative figurant l’axe B offre 12 tr/min et dispose d’un fort couple et d’une grande capacité d’accélération. La vitesse de course est de 32 m/min avec 0,5G d’accélération-décélération, et la vitesse d’avance est de 12 m/min.
Les critères clés du HPX63 comprennent une grande capacité de travail se caractérisant par un diamètre maximum de 1050 mm et une hauteur de travail disponible (axe Y) de 1050 mm maximum. Les courses d’axes sont de 1000 mm en X et 900 mm en Z. La palette mesure 630 mm de côté. La table rotative figurant l’axe B offre 12 tr/min et dispose d’un fort couple et d’une grande capacité d’accélération. La vitesse de course est de 32 m/min avec 0,5G d’accélération-décélération, et la vitesse d’avance est de 12 m/min.
Fabriquée pour le travail de précision, les structures de la machine sont métallurgiquement formulées pour la plus grande rigidité, ses glissières sont durcies, rectifiées et grattées à la main. La précision et la répétabilité de positionnement est de 0,001mm. La broche, propre à Mitsui, compense automatiquement les variations de température et ne nécessite pas de période de chauffe. L’entreprise offre plusieurs options de broches pour répondre aux besoins des utilisateurs : entrainement direct ou variable, différents couples et capacités de vitesses de rotation.
Par-dessus tout, la rugosité, la rigidité et la précision de la HPX63 sont idéales pour l’usinage du titane, de l’inconel, des aciers d’outils, des aciers inoxydables et de l’aluminium pour l’aéronautique, l’énergie, les compresseurs, les moules et matrices, les montages et outillages, le prototypage automobile et les industries d’usinage général de précision.
Il est important de choisir un attachement d’outil qui donne le meilleur rendement possible pour obtenir le système parfait. La plupart des outils du marché sont solides et les broches ont des forces de serrage relativement basses. La rigidité de l’attachement est limitée, du fait que les interférences radiales doivent être maintenues au minimum. Les tolérances requises pour garder un contact surfacique constant sont très ténues, ce qui conduit à des coûts de fabrication élevés.
L’attachement d’outil
 KM4X™ de Kennametal represente la nouvelle génération de la gamme KM. Certains systèmes peuvent être capables de transmettre un couple considérablement élevé, mais les forces de coupe aussi génèrent des
à-coups qui excèdent les limites d’interface avant d’atteindre les limites de couple. En utilisant un contact trois-points pour augmenter la stabilité et optimiser la distribution de la force de serrage et un adaptateur d’interférence, la technologie KM4X™ est trois fois plus résistante aux à-coups, comparée aux autres systèmes d’outillage.
KM4X™ de Kennametal represente la nouvelle génération de la gamme KM. Certains systèmes peuvent être capables de transmettre un couple considérablement élevé, mais les forces de coupe aussi génèrent des
à-coups qui excèdent les limites d’interface avant d’atteindre les limites de couple. En utilisant un contact trois-points pour augmenter la stabilité et optimiser la distribution de la force de serrage et un adaptateur d’interférence, la technologie KM4X™ est trois fois plus résistante aux à-coups, comparée aux autres systèmes d’outillage.
Lors du test de coupe, la HPX63 était équipée d’une broche haute puissance à couple élevé, dont les maxima sont de 26/22 kW et 1081 Nm. L’attachement d’outil KM4X 100 génère une force de serrage de 85kNm, plus de deux fois celle d’un HSK100 et trois fois celui d’un BT50 (respectivement 40kNm et 25kNm)
Les outils coupants
 Les quatre outils coupants employés durant le test étaient (1) une fraise à surfacer de 203,2 mm de diamètre à sept plaquettes carrées indexables ; (2) un fraise à surfacer de même diamètre dotée de sept plaquettes rondes ; (3) un outil de coupe hélicoïdal (HARVI Ultra™) de 76,21 mm de diamètre et 228,6 mm de long à cinq hélices de 11 plaquettes chacune ; (4) un foret à fond plat indexable FBI de 125 mm de diamètre à six plaquettes indexables.
Les quatre outils coupants employés durant le test étaient (1) une fraise à surfacer de 203,2 mm de diamètre à sept plaquettes carrées indexables ; (2) un fraise à surfacer de même diamètre dotée de sept plaquettes rondes ; (3) un outil de coupe hélicoïdal (HARVI Ultra™) de 76,21 mm de diamètre et 228,6 mm de long à cinq hélices de 11 plaquettes chacune ; (4) un foret à fond plat indexable FBI de 125 mm de diamètre à six plaquettes indexables.
La puissance de la machine outils et de la broche et la meilleure force de serrage de l’attachement d’outil ont donné des résultats de tests de coupe époustouflants. Pour la fraise à surfacer à plaquettes carrées, le taux d’enlèvement de métal a atteint 88,74 cm3/min à une vitesse de broche de 64 min-1, pour une coupe de 12 mm de profondeur et 45 mm de largeur, à une avance de 164,3 mm/min.
A une vitesse de broche de 73 min-1, une largeur de coupe de 177,8 mm pour 3 mm de profondeur, et 88,9 mm/min de vitesse d’avance, la fraise à surfacer à plaquettes rondes a pu tenir un taux d’enlèvement de 47,42 cm3/min.
L’outil de coupe hélicoïdal HARVI UltraTM, qui coupait simultanément dans les directions X et Y, a culminé à un taux d’enlèvement de métal de 309 cm3/min à une vitesse de broche de 171 min-1, 101,6 mm/min d’avance et une coupe de 40 mm de profondeur et 76,21mm de largeur.
Le foret FBI a réalisé un trou à fond plat dans la pièce en titane à une vitesse de broche de 102min-1, avec une avance de 10,2mm/min et un diamètre de trou de 125mm, à un taux d’enlèvement de 125,2 cm3/min. Après le premier trou, la pièce a été tournée de 45 degrés par rapport à la broche et un trou d’angle a été foré au travers du trou précédent. Malgré l’interruption drastique de la coupe, la machine comme le foret ont tenu le pari.
Jusqu’au maximum
Comparée aux machines-outils standards ou polyvalentes, la HPX63 est capable d’atteindre entre 1,5 et 2 fois le taux d’enlèvement de métal en usinage d’alliage de titane. L’attachement d’outil KM4X a assez de force de serrage et de stabilité pour permettre à l’utilisateur de travailler aux plus hauts niveaux de couple et de vitesse de rotation que la machine et la broche peuvent fournir. Plus on gagne en potentiel de productivité avec la machine, plus on gagne en performance de coupe avec l’outil.
De plus, un attachement d’outil KM4X 100 va atteindre les niveaux de performance d’un HSK125, mais ne nécessite ni une broche plus longue, ni un bras de changement d’outil plus gros, ni un magasin d’outil plus large, ni les autres accroissement associés qu’une machine de plus grande taille mobiliserait. Définir la bonne machine-outil avec le bon outil et le bon attachement peut aboutir à un système totalement productif pour couper le titane et les autres alliages difficiles. L’ensemble va accompagner tout le potentiel de performance de la machine-outil et donner le meilleur du détourage, du fraisage, du forage et même du tournage en termes de productivité.


