Industrie Mag - Le journal de l'industrie.
- accueil .
- newsletter .
 Flux RSS .
Flux RSS . - soumissions .
- publicité .
- contacts
Flux RSS .
 La société Eutect GmbH en est consciente chaque jour : de nombreux fabricants de produits électroniques ont mis sur leur liste d’investissement un procédé de brasage flexible, efficace et rapide. C’est pourquoi la demande en systèmes de brasage robotisés et entièrement automatiques augmente pour le brasage par minivague.
La société Eutect GmbH en est consciente chaque jour : de nombreux fabricants de produits électroniques ont mis sur leur liste d’investissement un procédé de brasage flexible, efficace et rapide. C’est pourquoi la demande en systèmes de brasage robotisés et entièrement automatiques augmente pour le brasage par minivague.
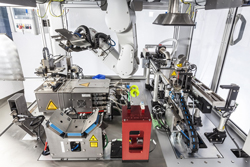
"En 2008, nous avons équipé notre première cellule avec un robot à bras articulés. C’était plus un test, car nous voulions savoir et comprendre ce qu’il était possible d’utiliser dans le domaine de la soudure de composants avec cette technologie", se souvient Matthias Fehrenbach, CEO de Eutect GmbH. En 10 ans ce premier essai est devenu un succès comme le prouve le design de la machine IW1 S151 RO. L’ensemble est construit sur une base mécanique ayant une surface au sol 1,5 m x 1,3 m. La machine est équipée de modules de flux et de préchauffage ainsi que de mini-vagues. Un robot à 6 axes, monté en base ou suspendu, transporte chaque porteur, d’une étape de processus à l’autre. L’IW1 S151 RO peut être utilisée à la fois en ligne ou en solution autonome.
"Une cellule de production compacte a un encombrement réduit, ce qui laisse plus de place pour d’autres tâches autour du procédé central. Cependant, cela signifie également que nous devons agir de manière aussi flexible et aussi peu encombrante que possible dans le peu d’espace disponible dans la cellule. Nous pouvons gérer ceci uniquement avec un robot à 6 axes, qui alimente différents sous-ensembles de la machine ", explique Matthias Fehrenbach. La disposition des sous-ensemble (modules du processus) est libre et est discutée directement avec les clients et les utilisateurs. Les modules du processus tels que le fluxage, le préchauffage et de brasage peuvent être positionnés de manière à minimiser les déplacements dans la machine. Dans le même temps, il faut veiller à ce que tous les modules soient aisément accessibles pour le service et la maintenance. Cela réduit les temps d’arrêt du système, ainsi que les coûts matériels, de surface occupée et les frais de personnel. "L’efficacité globale de la production est donc automatiquement augmentée", résume Matthias Fehrenbach.
Le robot à 6 axes offre de nombreuses possibilités d’exécution dans la cellule. Les pinces de prises dédiées au produits de produits, qui augmentent le rayon d’action et optimisent l’utilisation des espaces et des processus, complètent cette flexibilité. Jusqu’à quatre combinaisons différentes pince / masque de brasure peuvent être stockées dans un système avec un changement entièrement automatique, ce qui permet de traiter un grand nombre de variantes de produit. "Après avoir compris les possibilités offertes par les robots à 6 axes avec les pinces associées, nous avons dû envisager une solution pour transporter les assemblages avant et après l’étape du brasage", se souvient Matthias Fehrenbach. Jusque-là, les porte-pièces complets, avec toutes les fonctions et le produit à traiter, étaient souvent transportés à travers les systèmes.
Cependant, les masses et les dimensions de ces porte-pièces ne sont pas adaptées aux robots compacts. Une masse de 6 kg a souvent été dépassée, ce qui a rendu les porte-pièces trop lourds. Eutect a donc développé son propre concept de porte-pièces. Ces combinaisons porte-pièces permettent au robot de saisir un porte-satellite adaptable, spécifique à un produit, directement depuis le convoyeur ou depuis une position d’entrée et de là, le transporter vers les modules et les différentes étapes du procédé. Le porteur satellite peut également être équipé de diverses fonctions telles que codage, masques spéciaux en titane et de nombreuses autres fonctions pour un traitement sécurisé, et dans chaque cas en relation avec le produit. Une fois le processus terminé, le porteur est déposé à nouveau sur le support de pièce conventionnel.
"Nous fabriquons toujours nos porte-satellites en prenant garde au poids, car cela nous permet d’intégrer des robots plus petits avec des charges utiles plus légères. Cela nous permet de réaliser des économies de coûts et d’espace pour nos clients", selon Matthias Fehrenbach. Les porteurs satellites peuvent être facilement et rapidement convertis lors d’un changement de produit ou de variante. Cela permet d’éviter de stocker des porte-pièces complets ou d’avoir des stocks tampons pour chaque variante de produit. Le stockage de pièces de rechange et les coûts d’investissement supplémentaires ne sont plus nécessaires. « Entre temps, nous vendons de nombreuses configuration de cellule avec le robot 6 axes intégré en première intention. Ainsi, par exemple, l’IW1 S151 ou S211 RO peuvent être équipés de puissants modules de préchauffage et de refroidissement, ainsi que de modules de brossage en fin de développement. Le robot suspendu nous fournit suffisamment d’espace pour intégrer d’autres modules, avec la garantie que le robot pourra toujours y accéder. Grâce à cette variété de combinaisons, nous pouvons offrir à nos clients des procédés de brasage uniques et individuels, dont l’efficacité et la rapidité procurent au final de grands avantages ", explique Matthias Fehrenbach.


