Industrie Mag - Le journal de l'industrie.
- accueil .
- newsletter .
 Flux RSS .
Flux RSS . - soumissions .
- publicité .
- contacts
Flux RSS .
 Il est absolument fondamental de comparer les différents scénarios
technologiques possibles en fonction de l’économie souhaitée . Une définition pragmatique de
l’économie de production globale pourrait être : « Assurer la sécurité maximale et la fiabilité du
process d’usinage tout en assurant une productivité élevée à moindres coûts ». Avant de réaliser
une optimisation 1:1 détaillée de chaque opération, il est nécessaire d’équilibrer et d’optimiser à
l’échelle macro les domaines de la productivité et de la rentabilité du processus en général. Une
fois cette étape franchie, il est possible de réaliser d’autres améliorations en examinant
attentivement les situations où une optimisation 1:1 peut s’avérer avantageuse.
Il est absolument fondamental de comparer les différents scénarios
technologiques possibles en fonction de l’économie souhaitée . Une définition pragmatique de
l’économie de production globale pourrait être : « Assurer la sécurité maximale et la fiabilité du
process d’usinage tout en assurant une productivité élevée à moindres coûts ». Avant de réaliser
une optimisation 1:1 détaillée de chaque opération, il est nécessaire d’équilibrer et d’optimiser à
l’échelle macro les domaines de la productivité et de la rentabilité du processus en général. Une
fois cette étape franchie, il est possible de réaliser d’autres améliorations en examinant
attentivement les situations où une optimisation 1:1 peut s’avérer avantageuse.
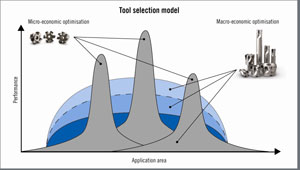
Modèles micro et macro
La manière traditionnelle d’obtenir les meilleurs résultats de coupe des métaux prévoit un modèle micro de perspective réduite reposant sur l’optimisation 1:1 d’un outil au sein d’une opération. Les modèles macro,
eux, envisagent la fabrication de manière plus vaste. Avec ces modèles macro ou globaux, le temps total
requis pour produire une pièce à usiner joue un rôle plus décisif.
Prenons un exemple simple d’optimisation : deux machines utilisées en série pour produire une pièce. Il est inutile d’optimiser les temps d’usinage et de stimuler la production sur l’outil de la machine « A » s’il n’est pas possible d’obtenir des améliorations semblables sur l’outil de la machine « B ». Une augmentation de production donnerait lieu à des coûts supplémentaires au niveau du stock de pièces à usiner semi-finies attendant d’être usinées sur la deuxième machine. Il vaudrait bien mieux, dans un cas de ce genre, optimiser les coûts d’usinage sur l’outil de la machine « A ». Cela limiterait peut-être la productivité sur cet outil, mais réduirait le coût général tout en assurant les résultats. Par ailleurs, dans une situation où l’outil de la machine « B » est en attente pour traiter des pièces produites par l’outil de la machine « A », une augmentation de production de la machine « A » stimulerait toute la production. Tout dépend de comment sont organisées ses opérations de production : par ligne, par lot ou en parallèle. Il faut voir au cas par cas, mais ces exemples indiquent qu’une vision plus large est nécessaire, et illustrent le fait que l’optimisation du modèle micro doit se faire avec beaucoup d’attention.
Une vision plus large peut s’appliquer aux machines elles-mêmes. Imaginons une situation type où un atelier a recours à une machine de fraisage à pleine charge et décide de la remplacer par une machine à haute vitesse. Une fois que cette machine est opérationnelle, elle reste à l’arrêt la moitié du temps. L’atelier doit alors faire face au défi et aux dépenses nécessaires pour trouver plus de travail et utiliser plus la machine afin d’en justifier l’investissement. Il aurait mieux valu commencer par examiner la situation dans son ensemble et prévoir les conséquences du plus grand rendement de la machine.
Optimiser les temps d’usinage ou les coûts ?
L’optimisation 1:1 est centrée sur une application et sur un outil coupant , et tente de générer des taux de dépouille élevés au coût le plus bas possible. Le processus consiste à choisir les outils les mieux adaptés pour l’usinage de la pièce et à employer la plus grande profondeur de passe et la plus haute vitesse d’avance possible. Les profondeurs de passe et la vitesse d’avance maximum sont naturellement limitées par la puissance et le couple disponibles, la stabilité de la fixation de la pièce à usiner et la sécurité du serrage de l’outil.
L’étape finale de l’optimisation 1:1 consiste à choisir un critère approprié de coûts minimum ou de productivité maximum et à utiliser une vitesse de coupe permettant de respecter ce critère. N’oublions pas le modèle Taylor pour déterminer la durée de vie de l’outil : ce modèle démontre qu’avec une certaine combinaison de profondeur de passe et d’avance, il y a un certain champ de vitesse de coupe où la détérioration de l’outil est prévisible et contrôlable. Quand on agit au sein de ce champ, on peut qualifier et quantifier le rapport entre vitesse de coupe, usure de l’outil et durée de vie de l’outil.
Au début, la durée d’usinage chute et la productivité augmente en même temps que l’augmentation des vitesses de coupe. Mais à partir d’un certain point, les coûts recommencent à augmenter. Au-dessus d’une certaine vitesse de coupe, la durée de vie de l’outil devient tellement courte que l’arête de coupe doit souvent être remplacée. Globalement, la réduction du coût de la durée d’usinage a un effet moindre que l’augmentation rapide du coût de l’outil. Il existe une vitesse de coupe avec laquelle la somme des deux coûts s’équilibre et donne lieu à un coût total minimum. Dans la course à la productivité, les ateliers doivent veiller à ne pas trop s’attacher aux détails et à négliger par conséquent l’ensemble du tableau, c’est-à-dire le temps/pièce total pour produire la pièce à usiner.
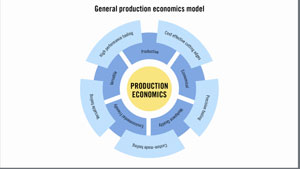
Qualité et productivité : suffisantes sans être excessives
Aujourd’hui, le niveau de qualité des pièces requis est nettement plus élevé que par le passé. Toutefois, l’accent est parfois trop mis sur l’obtention de meilleurs niveaux de qualité. Il est important d’assurer une bonne qualité, mais sans gaspiller d’argent. Une question théorique simple qui résume bien la situation est : « Comment produire la pièce à usiner la plus mauvaise tout en assurant qu’elle soit acceptable au niveau fonctionnel ? » En satisfaisant les exigences minimum, on peut réduire considérablement les coûts et augmenter sensiblement la productivité. De même, si on se concentre uniquement sur la productivité maximale en abaissant les temps de cycle, la fiabilité d’un processus d’usinage risque de diminuer. Lorsqu’un processus est réalisé à la limite des possibilités et que ces limites sont dépassées, cela donne lieu à un refus du coût, à la mise au rebut de pièces et à une perte de temps.
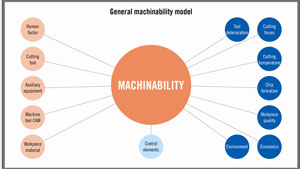
Qualité, durée de production et coût L’efficacité de la production consiste en trois facteurs : la qualité, le temps de production et le coût. Il faut aussi tenir compte des facteurs environnementaux tels que la consommation d’énergie et la mise au rebut ou le recyclage des outils usés et des déchets d’usinage, ainsi que des facteurs de sécurité liés au bien-être des employés. Beaucoup de facteurs techniques ont un impact sur l’efficacité de la production. Dans les processus d’usinage , il n’est pas rare que 50 - 70 facteurs distincts aient une influence considérable sur l’efficacité, notamment : les systèmes d’outils/outillage, la configuration des pièces à usiner et les matériaux, les possibilités de traitement et les données de l’équipement, les facteurs humains, l’équipement périphérique et les problèmes de maintenance.
Le résultat de l’interaction entre l’outil et la pièce à usiner est un des facteurs les plus influents. Il est essentiel de connaître l’usure de l’outil et les modes de défaillance pour bien contrôler le processus de coupe des métaux. Les phénomènes liés à l’usure sont généralement progressifs et prévisibles, alors qu’il est impossible de prévoir d’autres défaillances éventuelles, telles que la rupture d’un outil, pour assurer un processus de coupe fiable.
Outils universels
Trouver l’équilibre parfait entre productivité, fiabilité et coût nécessite des outils présentant une grande
versatilité et flexibilité dans un vaste éventail d’applications. Les outils versatiles ou universels (see sidebar
below) constituent également la réponse à une tendance vers l’usinage de lots de petites tailles. Une
utilisation accrue des stratégies de production juste à temps et l’augmentation de la sous-traitance sont à
l’origine de cette tendance.
Les sous-traitants doivent traiter des lots plus petits qui nécessitent une production régulière, mais pas
continue. Par le passé, des changeurs automatiques d’outils permettaient de réduire les temps d’arrêt des
machines dû au changement d’outil, et l’utilisation de changeurs de palettes permettait de réduire les temps
d’arrêt liés aux manipulations des pièces à usiner. Les outils universels permettent de réduire les temps
d’arrêt en minimisant le temps requis pour passer à un nouvel outil lors d’un changement de pièce, et
d’éliminer les essais requis lors de l’utilisation d’un nouvel outil. Le fait de minimiser le nombre d’outils
différents permet de réduire le temps de manipulation des outils et d’augmenter le temps disponible pour les
opérations d’usinage.
Le mode de pensée lié au choix traditionnel d’un outil est généralement centré sur l’application : il s’agit de trouver un outil spécifique pour l’acier, pour l’acier inoxydable ou pour l’ébauche ou le fraisage. Mais il est bien plus important de voir de manière globale quelle place a une opération que de choisir un outil pour une opération unique. Les critères de choix doivent se baser sur ce que l’on souhaite au niveau de la productivité, de la rentabilité ou de la fiabilité, et de ce qui est le mieux adapté à une vision globale du processus de production.
Des solutions simples
Envisager l’optimisation du processus de manière plus vaste n’est pas forcément compliqué ; il suffit parfois
d’entreprendre des actions et des analyses très simples. Par exemple, il est fondamental d’examiner les
outils utilisés. Si l’on interprète bien ce que les outils révèlent, on comprend souvent mieux ce qui se passe
dans l’atelier. Par exemple, si un atelier utilise généralement des plaquettes ayant des arêtes de coupe de
12 mm et que l’usure sur les outils atteint seulement 2 mm ou 2,5 mm, l’atelier en question utilise
probablement des plaquettes beaucoup trop grandes pour ce qu’il produit. Des outils avec des arêtes de
coupe de 6 mm seraient amplement suffisants et bien moins chers que des outils avec une arête de coupe
de 12 mm. Une observation aussi simple que celle-ci peut réduire les coûts des outils de 50 % sans diminuer
la productivité.
Réaction des fabricants d’outils
Les fabricants d’outils actuels reconnaissent et répondent à la demande de systèmes d’outillage polyvalents unissant productivité et économie. Les tout derniers outils universels améliorent la production en réduisant les coûts liés au stockage, à la manipulation, au réglage et aux essais des outils. La gamme de fraises Turbo de Seco en est un exemple. Ces outils présentent une grande polyvalent et flexibilité dans un vaste éventail d’applications offrant aussi bien des coûts intéressants qu’une haute performance. Les fraises sont conçues de manière à assurer une production aisée et des finitions impeccables sur les pièces à usiner. La géométrie de coupe positive de la fraise réduit la consommation d’énergie, ce qui rallonge la durée de vie de l’outil et offre des profondeurs de passe et des vitesses d’avance plus grandes. Les possibilités de ces machines constituent un premier pas vers un processus entièrement optimisé.
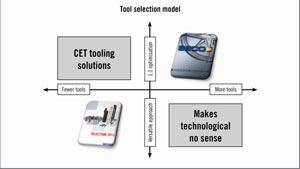
Les outils universels permettent aussi d’assembler un jeu d’outils adapté à différentes applications. Les outils Seco Selection sont conçus pour assurer la flexibilité. Le groupe choisi comprend un nombre limité d’outils n’assurant pas forcément la productivité ou la rentabilité maximum absolue, mais lorsqu’il faut une flexibilité extrême pour usiner une variété de matières à usiner et de composants changeant rapidement, ce sera là le meilleur choix au niveau qualitatif et économique. Cette manière de faire ne satisfait pas tous les besoins. Elle n’est pas idéale, par exemple, lorsque l’on développe des produits très spécialisés tels que des outils PCBN, servant à des applications qui nécessitent une qualité extrêmement élevée ou à l’usinage productif de matière à usiner spécialisée. Un outil PCBN est loin d’être bon marché, mais il s’agit du choix idéal pour certaines applications spécialisées.
À l’autre extrémité de la taille du lot, le Département en charge de l’ingénierie (CET) est une approche conçue pour la production en grandes séries d’applications particulières. L’outillage vise à limiter le nombre d’outils différents nécessaires tout en offrant des possibilités d’optimisation à échelle micro et macro. De même que les ateliers de fabrication doivent choisir une technologie d’usinage en considérant de manière générale tout le processus de production, les fabricants d’outils doivent offrir des produits satisfaisant un vaste éventail de besoins du client. Basé à Fagersta, en Suède, Seco Tools est reconnu pour ses solutions innovantes destinées à la coupe des métaux et pour son étroite collaboration avec ses clients afin de répondre parfaitement à leurs besoins.
Nous employons plus de 5 000 personnes dans 50 pays et offrons aux membres de nos équipes des programmes de formation, de développement, de connaissances, ainsi qu’un environnement favorisant la communication. Nos employés incarnent les trois valeurs clés (passion pour le client, esprit d’équipe et engagement personnel) qui définissent notre démarche commerciale et la manière dont nous nous comportons avec nos partenaires, nos clients et nos fournisseurs.


