Industrie Mag - Le journal de l'industrie.
- accueil .
- newsletter .
 Flux RSS .
Flux RSS . - soumissions .
- publicité .
- contacts
Flux RSS .
 Kennametal a introduit sa toute nouvelle nuance de tournage la plus avancée, la nuance KCS10B, pour les alliages nickel et les superalliages base fer et base cobalt, utilisés dans l’aéronautique et pour d’autres applications haute température.
Kennametal a introduit sa toute nouvelle nuance de tournage la plus avancée, la nuance KCS10B, pour les alliages nickel et les superalliages base fer et base cobalt, utilisés dans l’aéronautique et pour d’autres applications haute température.
La KCS10B, qui bénéficie d’un revêtement révolutionnaire appliqué sur un substrat de carbure à grain ultrafin pour une excellente adhérence des couches, offre une durée de vie d’outil 50% supérieure, des processus plus prévisibles et une productivité accrue dans le cas de superalliages difficiles à usiner. La KCS10B surmonte les difficultés les plus courantes rencontrées lors du tournage des superalliages, la cratérisation et l’usure en entaille, deux modes d’usure qui se traduisent souvent par une défaillance d’outil imprévue, voire catastrophique.
Robert Keilmann, Responsable Produit Global Tournage, explique que le secret du succès de la KCS10B réside dans la technologie High-PIMS (pulvérisation magnétron à impulsions de haute puissance). A la place d’une légère pluie de gouttelettes retombant sur les outils lors des processus de revêtement PVD traditionnels, la pulvérisation High-PIMS génère un fin brouillard d’AlTiN, construisant une succession de « couches très minces, plus lisses et résistantes à l’usure ».
Les métaux comme l’Inconel 718 et le Stellite 31 sont réputés pour provoquer une usure rapide et une durée de vie d’outil imprévisible ; la KCS10B a fait ses preuves pour réduire l’usure en entailles et augmenter la durée de vie de l’outil de 40% dans les opérations d’ébauche. La durée de vie de l’outil dans les opérations de finition a énormément progressé, avec une cratérisation visible et une défaillance ultérieure d’outil souvent retardées d’un facteur de deux ou trois par rapport aux marques concurrentes.
Des plaquettes positives et négatives sont disponibles, ainsi que différents roule-copeaux, préparations d’arêtes et géométries, faisant du KCS10B la solution idéale pour le tournage d’alliages à base de fer (S1), de cobalt (S2), ou de nickel (S3).
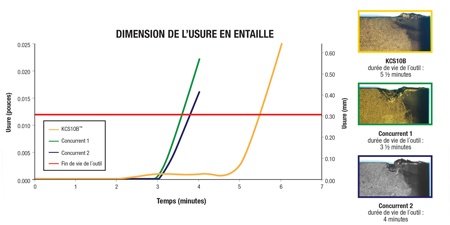
Inconel 718 (NiCr19FeNbMo DIN), 36-39 HRC, coupe continue, arrosage central. Conditions de coupe : 61m/min, 0,25 mm/tr, profondeur : 1,5 mm.
L’usure en entaille et l’usure en cratère sont beaucoup plus faciles à gérer grâce au revêtement ultra lisse et à la préparation d’arête spéciale des plaquettes revêtues KCS10B.
« Indépendamment d’une surface plus lisse, le nouveau procédé de revêtement nous permet également de créer arête beaucoup plus vive présentant un très bon équilibre entre dureté et ténacité », explique Robert Keilmann. « Notre procédé d’affutage et de préparation des arêtes diminue les frottements qui produisent de la chaleur, ce qui accroît encore la durée de vie de l’outil. C’est aussi moins d’arêtes rapportées, un autre mode de défaillance courant en matière de superalliages. Conjointement à l’excellente précision dimensionnelle reconnue des plaquettes de tournage Kennametal, les ateliers peuvent désormais compter sur les performances accrues, la stabilité et la prévisibilité nécessaires pour réussir avec ces superalliages complexes ».
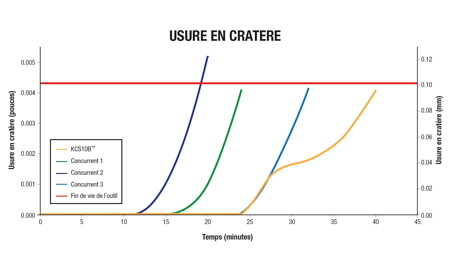
Inconel 718 (NiCr 19 FeNbMo DIN) 36-39 HRC, coupe continue, arrosage central. Conditions de coupe : 91 m/min, 0,15 mm/tr, profondeur : 0,25 mm.


